






















Аппарат аргонодуговой сварки FoxWeld SAGGIO TIG 400 AC/DC PULSE
Запросить инструкцию
Оставьте email, и мы вышлем инструкцию на указанный адрес.
Товар: Аппарат аргонодуговой сварки FoxWeld SAGGIO TIG 400 AC/DC PULSE













Доставка по всей России и странам СНГ
Описание
Процесс сварки | TIG AC, TIG DC |
Доп. процессы сварки | TIG AC Pulse, TIG DC Pulse, MMA |
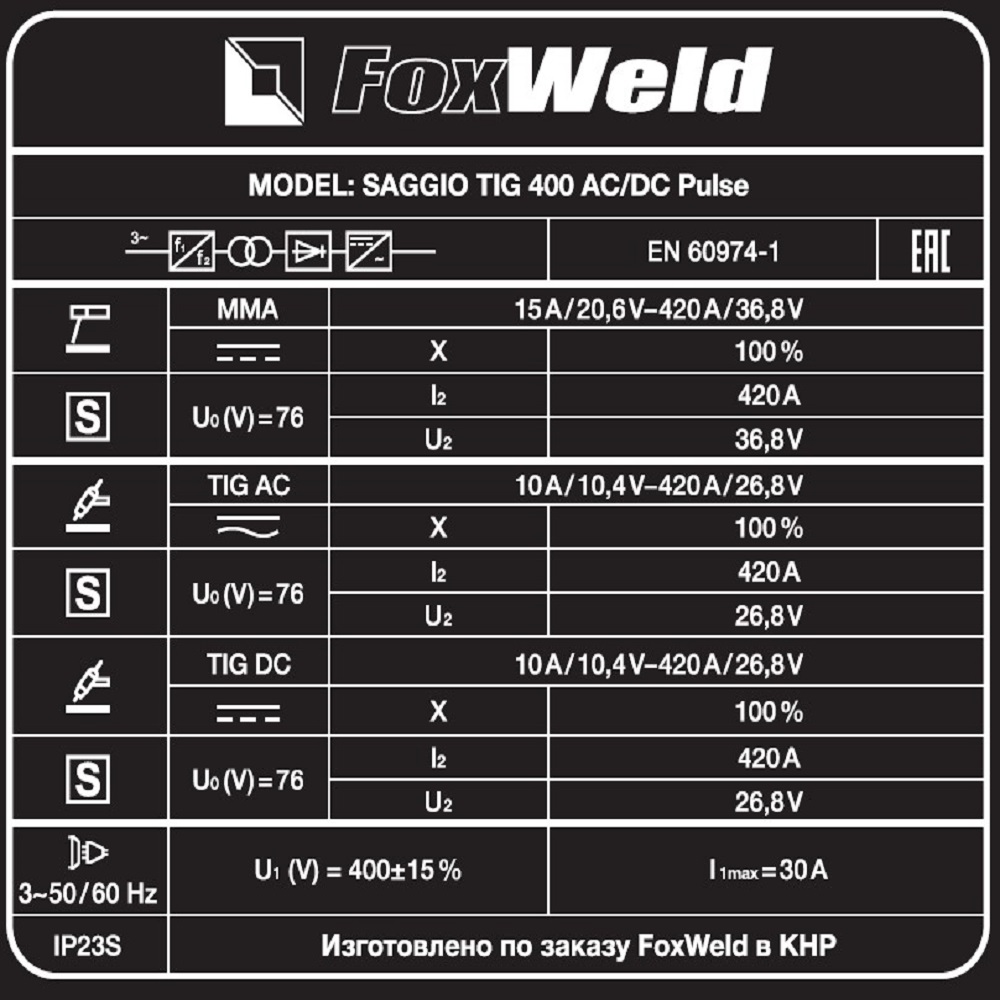
Напряжение питающей сети, В | 400 |
Сварочный ток TIG DC, А | 10 - 420 |
Диаметр электрода MMA, мм | 2,0 - 6,0 |
Диаметр вольфрамового электрода TIG, мм | 1,0 - 4,0 |
Количество фаз | 3 |
Полная максимальная потребляемая мощность, кВА | 18,6 |
Напряжение холостого хода, В | 76 |
Сварочный ток MMA, А | 15 - 420 |
Сварочный ток TIG AC, А | 10 - 420 |
ПВ при максимальном токе (40 °C) ММА, % | 100 |
ПВ при максимальном токе (40 °C) TIG, % | 100 |
Режим TIG HF | да |
Режим TIG LIFT | да |
Функция Antisticking (Антизалипание) | да |
Функция Hot Start (Горячий старт) | да |
Функция Arc Force (Форсаж дуги) | да |
Режим управления горелки 2Т | да |
Режим управления горелки 4T | да |
Режим управления горелки SP4T (2-х уровневый) | да |
Выбор формы волны AC | да |
Режим TIG Pulse | да |
Сохранение программ | да |
Температура эксплуатации, °C | от -10 до 40 |
Тип панельных розеток | 50 - 70 мм² |
Наличие дисплея | да |
Класс защиты | IP23S |
Габариты источника питания (ДхШхВ), мм | 629x323x671 |
Вес источника питания, кг | 55 |
Вес товара в упаковке, кг | 85 |
Габариты упаковки ДхШхВ, мм | 970x375x620 |
Гарантия, мес. | 60 |
Сварочный аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 400 AC/DC PULSE – это промышленная флагманская установка серии SAGGIO для аргонодуговой сварки TIG. Аппарат предназначен для работы как на постоянном (сварка сталей, меди, титана), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин, где требуется удаление окислов со свариваемой поверхности), в импульсном режиме и без него. Импульсный режим идеально подойдёт для сварки тонких металлов, особенно алюминия. 2 цифровых дисплея на панели управления и циклограмма рабочего процесса отображают параметры сварки в реальном времени. Максимальный сварочный ток в 420 ампер в любом режиме сварки, ПВ (продолжительность включения) 100% на максимальном токе, 2 мощные ручки на корпусе, платформа на колёсах, установочное место для баллона с газом, возможность подключения пульта или педали дистанционного управления сварочным током – в установке есть всё необходимое для крупных промышленных производств и строительства. На всю линейку аппаратов серии SAGGIO предоставляется расширенная гарантия в 5 лет.

МНОГОФУНКЦИОНАЛЬНОСТЬ 5-В-1
Аргонодуговая установка позволяет работать в 5 режимах: аргонодуговая сварка на переменном токе (TIG АС), импульсный режим аргонодуговой сварки на переменном токе (TIG AC PULSE), аргонодуговая сварка на постоянном токе (TIG DC), импульсный режим аргонодуговой сварки на постоянном токе (TIG DC PULSE), ручная дуговая сварка штучным электродом (ММА).

СИНЕРГЕТИЧЕСКИЙ РЕЖИМ УПРАВЛЕНИЯ
Режим синергетики позволяет сэкономить время и получить качественное сварное соединение даже новичку, так как основные параметры подбираются автоматически с возможностью тонкой ручной подстройки сварочного процесса. Синергетику можно отключить для работы в ручном режиме.

РАБОТА БЕЗ ОСТАНОВКИ
Параметр ПВ (продолжительность включения) 100% на максимальном токе при КПД 85% обеспечивает бесперебойную устойчивую работу сварочного аппарата в течении всего рабочего дня. Это позволяет производить безостановочный сварочный процесс и выполнять работы, которые требуют больших временных затрат, что повышает скорость и производительность.

СВАРКА АЛЮМИНИЯ
Сварка алюминия широко востребована в производстве, т.к. этот металл часто используется в качестве конструкционных материалов, применяемых для изготовления деталей приборов, машин и сооружений. Аргонодуговая сварка (TIG) на переменном токе – один из лучших способов соединения алюминиевых деталей, регулировка частоты AC позволяет настраивать баланс переменного тока в зависимости от степени загрязнённости алюминиевых деталей окислами. Функция импульса позволяет достичь наилучших результатов в деле сварки алюминиевых заготовок, в таком режиме получается наиболее качественный и эстетичный шов.

ВЫБОР ФОРМЫ ВОЛНЫ
Возможность выбора формы волны в режиме переменного тока АС позволяет изменить характер процесса сварки, глубину проплавления и тем самым повысить производительность.
Преимущества:
Сохранение собственных программ сварки в режиме TIG в памяти системы управления, для этого есть 20 ячеек памяти
Порт подключения устройства дистанционного управления аппаратом
Настройки основных параметров импульсной аргонодуговой сварки
Удобная и понятная панель управления
Интеллектуальное охлаждение
Микропроцессорное управление
Возможность подключения горелок с водяным охлаждением
ИНДИКАТОРЫ
Индикатор напряжения: указывает на наличие напряжения на выходных клеммах во время процесса сварки.
Индикатор перегрева/ошибки: в зависимости от причины: перегрев, перегрузка по току, неисправность аппарата и т.д. будет загораться данный светодиод и на дисплее будет отображаться код ошибки.
Индикатор ДУ: показывает, что к аппарату подключено дистанционное устройство (педаль).
Цифровой индикатор тока и параметров сварки: показывает установленное значение текущего параметра в режиме настройки. В процессе сварки показывает значения сварочного тока.
Цифровой индикатор напряжения: показывает включение/выключения функций и номера ячеек сохранённых программ. В процессе сварки показывает значения сварочного напряжения.
РЕЖИМЫ
ВЫБОР ВИДА СВАРКИ: ручная дуговая сварка (ММА), аргонодуговая сварка (TIG).
ВЫБОР РЕЖИМА УПРАВЛЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ:
2Т: (2-х тактный режим) - при нажатии кнопки аргонодуговой горелки начинается процесс сварки, отпускаете - заканчивается. Если во время спада дуги нажать повторно кнопку, то процесс возобновляется.
4Т: (4-х тактный режим) обычно используется для длинных швов: при нажатии и удержании кнопки подается «начальный ток». При отпускании кнопки идет нарастание тока до основного значения. При повторном нажатии и удержании кнопки идет спад тока до конечного. При отпускании процесс заканчивается.
SPECIAL 4Т: Процесс заключается в следующем: при нажатии кнопки горелки подается защитный газ по времени, установленному начальной продувкой газа, зажигается дуга и горит мощностью, установленной значением «начального тока». После этого кнопка горелки отпускается, происходит «нарастание» по времени до основного значения сварочного тока. Для того чтобы завершить процесс сварки нужно повторно нажать и удерживать кнопку горелки. В это время происходит «спад тока» до конечного, идет заключительная продувка газа, процесс заканчивается. Если кнопку горелки отпустить во время «спада тока» до перехода в «конечный ток», то цикл сварки повторяется снова.
ВЫБОР РОДА ТОКА: постоянный ток (DC), переменный ток (АС)
ВЫБОР ФОРМЫ ВОЛНЫ ПЕРЕМЕННОГО ТОКА (TIG АС): прямоугольная, синусоидальная, треугольная, смешанный ток AC/DC (режим MIX)
ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ ИМПУЛЬСНОГО РЕЖИМА СВАРКИ.
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ:
Режим способа зажигания дуги: TIG HF - бесконтактный способ возбуждения дуги с помощью высокочастотного осциллятора, TIG LIFT - контактный способ возбуждения дуги касанием вольфрамового электрода, восстановление заводских настроек, режим компенсации потерь сварочного напряжения, режим «SPOT» (сварка точками).
• Включение дистанционного устройства (педали).
Сохранение и загрузка программ позволяет осуществить хранение или управление 20 программами сварки. СОХРАНЕНИЕ ПРОГРАММЫ
При нажатии кнопки сохранения программы, загорается индикатор «Память», и на цифровом дисплее будет отображаться номер ячейки, как показано выше. Нажмите кнопку сохранения еще раз, индикатор начнет мигать, а затем погаснет, тогда сохранение программы завершено. Для выхода из режима сохранения нажмите любую другую кнопку. Вызов сохраненной программы работает точно так же. Память рассчитана на хранение и управление 20 программами сварки.
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ:
Способ зажигания дуги
Режим способа зажигания дуги: TIG HF - бесконтактный способ возбуждения дуги с помощью высокочастотного осциллятора, TIG LIFT - контактный способ возбуждения дуги касанием вольфрамового электрода
Компенсация потерь сварочного напряжения - функция, которая улучшает процесс сварки при использовании длинных кабелей.
Режим прерывистой сварки (режим «SPOT») - функция, которая улучшает процесс сварки точками. При включенной функции дугу легче прервать.
РЕГУЛЯТОРЫ
«Выбор параметров» позволяет выбрать параметр или функцию сварки для последующей настройки;
«Настройка параметров» позволяет устанавливать значение выбранного параметра.
ЦИКОГРАММА ПАРАМЕТРОВ СВАРКИ
1. ПРОДУВКА ПЕРЕД СВАРКОЙ: регулировка времени продувки перед началом сварочного процесса, чтобы избежать окисления вольфрамового электрода и свариваемой детали.
2. НАЧАЛЬНЫЙ ТОК: устанавливает значение сварочного тока в начале сварочного процесса. Позволяет изменить глубину проплавления свариваемой детали в начальный момент после зажигания дуги. Установка параметра в амперах (А), при этом его величина ограничена установленным значением основного тока сварки. ФУНКЦИЯ «ПОДЖИГ» (в режиме ММА): позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочного тока, по сравнению с установленной величиной, для облегчения зажигания дуги.
3. НАРАСТАНИЕ устанавливает время перехода от начального к основному значению сварочного тока. ВРЕМЯ ПОДЖИГА (в режиме ММА) позволяет установить время работы функции «ПОДЖИГА».
4. ТОК: устанавливает основное значение сварочного тока.
5. ТОК ИМПУЛЬСА:
• Устанавливает величину сварочного тока в импульсном режиме.
• Устанавливает значение переменного тока (АС) в режиме MIX
ФУНКЦИЯ «ФОРСАЖ» (в режиме ММА): позволяет стабилизировать ток при небольшой длине дуги, снижая вероятность приваривания сварочного электрода.
6. ВРЕМЯ ИМПУЛЬСА (в импульсном режиме): позволяет регулировать длительность (ширину) импульсов, время импульса ко времени паузы, в процентном соотношении.
7. ЧАСТОТА ИМПУЛЬСА (в импульсном режиме): позволяет изменять частоту импульсов. С увеличением частоты сварочная дуга концентрируется, уменьшается ширина конуса дуги, увеличивается проплавление свариваемой детали.
8. ТОК ПАУЗЫ:
• Устанавливает величину сварочного тока во время паузы импульсного режима сварки.
• Устанавливает значение постоянного тока (DC) в режиме MIX
9. СПАД: устанавливает время плавного снижения от основного сварочного тока до значения конечного тока.
10. КОНЕЧНЫЙ ТОК: устанавливает величину сварочного тока в конце сварке. Установка параметра в амперах (А), при этом его величина в режиме TIG DC ограничена установленным значением основного тока сварки. В режиме TIG АС конечный ток не ограничивается установленным значением основного тока сварки.
11. ПРОДУВКА ПОСЛЕ СВАРКИ: позволяет регулировать время продувки после сварки, чтобы избежать окисления разогретых электрода и детали.
12. ЧАСТОТА АС позволяет регулировать выходную частоту переменного тока.
13. БАЛАНС ПОЛЯРНОСТИ AC устанавливает процентное отношение положительной волны по отношению к отрицательной на переменном токе (TIG АС). Во время положительной волны происходит очищение от окисной пленки поверхности металла. Во время отрицательной волны - проплавление металла. Для слабозагрязненных деталей устанавливайте баланс около 30-35%; для сильнозагрязненных / с толстой окисной пленкой - 50% и выше, но при этом следите за состоянием вольфрамового электрода и горелки.
ФОРМЫ ВОЛНЫ ПЕРЕМЕННОГО ТОКА (TIG АС)
1. ПРЯМОУГОЛЬНЫЙ ИМПУЛЬС. Ток сварки имеет прямоугольную форму, поэтому фронты переключения очень быстрые. Эта форма импульса чрезвычайно эффективна для получения большей мощности процесса сварки. Поскольку скорость сварки на прямоугольных импульсах тока выше, чем на импульсах другой формы, то она идеально подходит для сварки больших толщин.
2. СИНУСОИДАЛЬНЫЙ ИМПУЛЬС. Ток сварки имеет форму синусоиды, поэтому фронты импульсов переключаются медленно, и уровень шума, производимого сварочным аппаратом, ниже.
3. ТРЕУГОЛЬНЫЙ ИМПУЛЬС. Все комментарии, сделанные относительно синусоидального импульса, применимы
также и для треугольного импульса, но у последнего фронты переключения медленнее, и
процесс сварки происходит мягче. В некоторых случаях, треугольная форма импульсов является более предпочтительной
-например при осуществлении сварки изделий, пропитанных маслом. Происходит более
эффективное очищение свариваемого металла.
СМЕШАННЫЙ ТОК - ПЕРЕМЕННЫЙ/ПОСТОЯННЫЙ (Режим MIX): Ток автоматически переключается с одного режима на другой: переменный ток (АС) и постоянный ток (DC). Это дает возможность использовать наилучшие характеристики обоих видов тока: переменного тока - для осуществления очистки поверхности, а постоянного тока - для увеличения глубины проплавления.
СОХРАНЕНИЕ ПРОГРАММЫ
При нажатии кнопки сохранения программы, загорается индикатор «Память», и на цифровом дисплее будет отображаться номер ячейки, как показано выше. Нажмите кнопку сохранения еще раз, индикатор начнет мигать, а затем погаснет, тогда сохранение программы завершено. Для выхода из режима сохранения нажмите любую другую кнопку. Вызов сохраненной программы работает точно так же. Память рассчитана на хранение и управление 20 программами сварки.
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ:
Способ зажигания дуги
Режим способа зажигания дуги: TIG HF - бесконтактный способ возбуждения дуги с помощью высокочастотного осциллятора, TIG LIFT - контактный способ возбуждения дуги касанием вольфрамового электрода
Восстановление заводских настроек
Компенсация потерь сварочного напряжения - функция, которая улучшает процесс сварки при использовании длинных кабелей.
Режим прерывистой сварки (режим «SPOT») - функция, которая улучшает процесс сварки точками. При включенной функции дугу легче прервать.
Комплектация:
• Аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 400 AC/DC PULSE – 1 шт.;
• Горелка с жидкостным охлаждением TIG WP-18 – 1 шт.;
• Обратный кабель с зажимом для заземления 3 м – 1 шт.;
• Газовый шланг 4 м – 1 шт.;
• Комплект ЗИП – 1 компл.;
• Инструкция – 1 шт.;
• Гарантийный талон – 1 шт.
Инструкция и видео

Оплата

Оплата физическим лицом
Наличными в офисе.
Оплата счёта через отделения Сбербанка России или другие банки.
Оплата банковской картой в офисе (эквайринг) — +3,0 %.
Перевод с карты на карту. Получатель: Ольга Владимировна Б. _______________________(номер счёта: 40817810155867289990, банк получателя: СЕВЕРО-ЗАПАДНЫЙ БАНК ПАО СБЕРБАНК, БИК: 044030653, корр. счёт: 30101810500000000653). Номер карты высылается при выставлении счёта. После поступления оплаты пробивается по кассе чек.

Оплата юридическим лицом
Юридические лица оплачивают счёт с расчётного счёта в обслуживающем банке. В стоимости товара выделяется НДС.
За более подробной информацией обращайтесь к менеджеру по телефону, указанному в разделе «Контакты».
Доставка заказа

Доставка по России и СНГ
Срок доставки может составлять от 2 до 15 дней в зависимости от расстояния. Срок отгрузки в транспортную компанию указывается в счёт-оферте. Заказ по умолчанию страхуется в транспортной компании на стоимость указанную в счёт-оферте (стоимость услуги доставки по тарифам транспортной компании).

Самовывоз со склада г. Санкт-Петербурга
Отгрузка при самовывозе: пн-пт с 10:00 до 18:00 (пт до 15:00).
Для физических лиц необходим паспорт или водительское удостоверение.
Для юридических лиц необходима доверенность от организации и паспорт.

Доставка по г. Санкт-Петербургу и Ленинградской области
Красная зона — при заказе свыше 50 000 руб. доставка бесплатно (вес заказа до 350 кг и объём до 1 м³)*.
Зелёная зона — при заказе свыше 50 000 руб. доставка от 1 500 до 2 500 руб. (вес заказа до 350 кг и объём до 1 м³)*.
Стоимость доставки далее зелёной зоны рассчитывается индивидуально.
* При весе заказа более 200 кг или объёме более 1 м³ стоимость доставки рассчитывается индивидуально.
Доставка осуществляется собственным транспортом или транспортом компании-партнёра до объекта. Разгрузка осуществляется силами покупателя (покупатель обеспечивает подъезд транспорта поставщика к месту разгрузки).
Рассчитать доставку
Доставка оборудования транспортной компанией осуществляется за счет клиента. Стоимость доставки рассчитывается отдельно для каждой отправки!
Срок отгрузки в транспортную компанию указывается в счет-оферте.
Наши основные партнеры






ВНИМАНИЕ! отгрузка возможна в любую транспортную компанию на усмотрение покупателя.
Доставка товара производится по Российской Федерации и Беларуси. Доставка в другие страны СНГ возможна в случае, если клиент готов взять на себя все расходы связанные с таможенным оформлением груза.
ВНИМАНИЕ! Оборудование страхуется на полную стоимость указанную в счет-оферте при передачи заказанного оборудования в транспортную компанию, если требуется заказываем в транспортной компании дополнительную упаковку для сохранности заказа.
Памятка покупателя:
1. Как только заказ (груз) прибудет в город, с вами свяжется представитель транспортной компании. Вам необходимо будет оплатить услуги доставки и получить покупку.
2. Если заказ был оформлен от имени юридического лица, для получения товара необходимо предоставить доверенность от организации или печать. Без необходимых документов или печати отгрузка товаров не производится.
3. При приеме заказа в офисе транспортной компании нужно выполнить следующие действия:
3.1. Взвесить посылку, сравнить по накладной вес при отправке и вес при получении посылки.
3.2. Проверить внешний вид посылки. Она должна быть в цельной упаковке, не помята и не разорвана.
3.3. Вскрыть упаковку и проверить, все ли заказанные позиции в наличии.
3.4. Проверить внешний вид товара. На нем не должно быть дефектов: вмятин, деформаций, сколов.
В случае обнаружения каких-либо недостатков нужно сразу составить заявление-претензию в офисе транспортной компании. Если есть возможность, необходимо сфотографировать все недостатки. Если вы забрали посылку из офиса транспортной компании и обнаружили недостатки по внешнему виду и целостности упаковки уже за пределами офиса, претензии приниматься не будут.
Уставные документы
ООО "Торговый дом "Кратон"
Юридический адрес: 193079, г. Санкт-Петербург, ул. Народная, дом 11, корп. 2, лит. А, помещение 7-Н
Фактический адрес: 193079, г. Санкт-Петербург, ул. Народная, дом 11, корп. 2, лит. А, помещение 7-Н
ИНН 7806502217
КПП 781101001
Р/с 40702810636260006735 в Филиал «ЦЕНТРАЛЬНЫЙ» Банка ВТБ (ПАО), г. Москва
БИК 044525411
К/с 30101810145250000411
ОКПО 13173280
ОГРН 1137847186498
Уставные документы:
При оплате по безналичному расчёту мы работаем по счёт-оферте. При заказе свыше 150 000 руб. при необходимости составляется договор для юридических лиц.
Индивидуальный предприниматель Бутылина Ольга Владимировна
Фактический адрес: 193079, г. Санкт-Петербург, ул. Народная, дом 11, корп. 2, лит. А, помещение 7-Н
ИНН 782576103819
ОГРНИП 315784700136222
Счёт 40802810917350003940
Банк Филиал «ЦЕНТРАЛЬНЫЙ» Банка ВТБ (ПАО)
Корр. счёт 30101810145250000411
БИК 044525411
Уставные документы:
Аналогичные товары:










Нашли дешевле? Сообщите и получите скидку от цены конкурента
Заказать звонок менеджера!
Связаться по телефону: +7 (812) 642-10-04
ПН.-ПТ. 9.00-18.00 МСК